联系人:胡志刚
电话:0574-62973610
传真:0574-62971530
邮编:315410
E-mail:zjgj@cnzhijiang.com
网址:www.yywkd.com
地址:浙江省余姚市丈亭镇胡界工业区

首先我们来了解卡套接头的预装的目的,预装是卡套式接头的最重要环节,直接影响到密封的可靠性。一般需要专用的预器,管径小的接头可以在台钳上进行预装。卡套式接头主要有卡套式直通管接头、卡套式端直通接通头、卡套式三通管接头等型式。卡套接头正确的预装,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。接下来我们再来了解卡套接头如何预装,预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。在进行管路连接时,再按规定的拧紧力装配。管子端面应平齐,管子锯断后应在砂轮等工具上打磨平齐,并且去除毛刺,清洗并用高压空气吹净后再使用。

液压站分配器是一种用于大、中功率轮式拖拉机的液压分配器,主要由壳体、回油阀、系统安全阀、主控制阀、下降速度调节阀、油缸安全阀及单向阀等组成。液压站分配器有时会因为进入空气而引起的故障,该故障明显的现象就是动力下降,异响和高温。故障会影响液压系统的工作效率,响应速度变慢,压力不稳定,实际工作中时而有力时而无力,动作相对不协调。液压系统的工作部件,液压泵,马达,控制阀(分配器)及油管,会出现噪声,异响及震动。在液压系统高压工作区域,如液压泵柱塞和缸筒,泵吸油口处,容易出现部件损坏的情况,混入液压油中的小气泡会被压缩,爆裂,破坏部件表面,造成压力不足动力下降等。液压管接头一般是按照螺纹分:英制(G螺纹,ZG螺纹)美制UNF和 NPT螺纹,公制M螺纹。然后就是密封方式:硬密封和密封件密封,螺纹密封。硬密封分为内锥60度 外锥60度 74度JiC din标准24度 平面密封,端面硬密封。液压行业通常除ZG和NPT ZM锥螺纹为螺纹密封(属于牙型角和牙型角咬合密封)外,其余都是平行螺纹。平行螺纹本身不能提供密封,基本只提供了机械支持力,密封需要平面上或者端面处进行。

首先,安装卡套接头的预装工作十分重要,预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。管子一端用什么样的接头体连接,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。在安装时,不可以加入密封胶等填料,有人为了更好的密封效果,卡套上涂上密封胶,最后往往会适得其反,造成液压元件阴尼孔堵塞等故障。连接卡套接头管路时,应使管子有足够的变形余量,避免使管子受到拉伸力,应避免使其受到侧向力,侧向力过大会造成密封不严。最后,新亚自控提醒您:连接管路时,应一次性好,避免多次拆卸,卡套接头否则也会使密封性能变差。

卡套接头防腐绝缘层的施工应掌握好涂装现场温湿度等环境因素,在室内涂装的高温风机适宜温度为20~25度,相对湿度以65%以下为宜。在室外施工时应无风沙、雨雪,气温不宜低于5度、不宜高于40度,相对湿度不宜大于85%,涂装现场应有防风、防火、防冻、防雨等措施。控制各涂料的涂装间隔时间,掌握涂层之间的重涂的适应性。必须达到要求的漆膜厚度,一般以150~200um为宜。操作区域应通风良好,必要时可安装排风设备,以防止中毒事故发生。报据涂料的性能,按安全技术操作规程进行施工,并应定期检查及时维护。对管道要进行严格的表面处理,如清除铁锈、灰尘、油脂、焊渣等表面处理。按照设计要求的除锈等级采取相应的除诱措施。

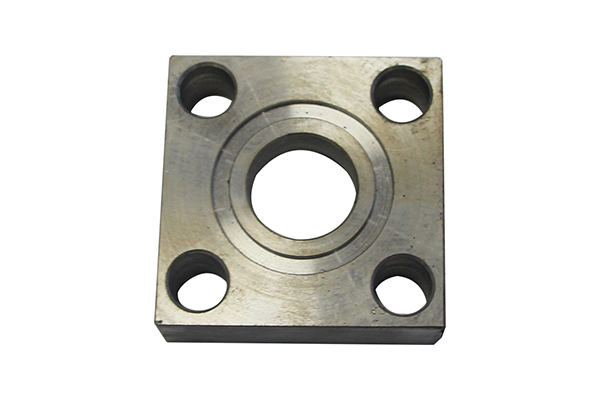
安庆定制焊接式管接头生产厂家卡套形式的管路接头的安装要点:1、对需要使用酸性溶液清洗的管子应该先使用酸性溶液进行清洗。2、根据实际使用的时候所要求的长度,使用锯床或者专业的切管机械等器具切割管子,绝对不准许使用溶断或者砂轮切断;清除管端内部与外部圆周上面的毛刺、金属碎屑以及污渍等;清除卡套形式管路接头的防锈助剂以及污渍;同时还需要确保管路的圆度。3、把螺母、卡套一先一后的套到管子里面,卡套前一端的刃口距离管路口最少应该是3毫米,然后把管路插道接头内部的锥孔,一直到插不进为止。4、缓慢的紧固卡套螺母,同时旋转管子一直到管子不动为止,再紧固螺母2/3到4/3圈左右。5、拆卸查看卡套有没有已经查到管子里面了,位置有没有准确。卡套不准许有轴线方向转移,可以稍微焊接式管接头生产厂家有点转动。6、查看符合要求之后重新转动拧紧螺母。
开拓者插芯接头漏油的原因是一般无缝钢管的椭圆度差,插芯接头与钢管之间的某处接触,某处有间隙,引起漏油。开拓一般采用巴氏式接头的情况很少见,根据需要采用高精度的无缝钢管?3。一种切管方式专用的切管机,端面与本体垂直,且使毛刺干燥。四号网袖珍式尼普和你采用的接头的定型关系.5.采用不锈钢后不存在的防锈问题A.先确定管路的压力等级B。通过手动进行电焊,可以保证您的要求,但有几个参数会变动C。在这个可以单纯地提高生产性而设计的工装中,进行了焊接D接头
 ENGLISH
ENGLISH