联系人:胡志刚
电话:0574-62973610
传真:0574-62971530
邮编:315410
E-mail:zjgj@cnzhijiang.com
网址:www.yywkd.com
地址:浙江省余姚市丈亭镇胡界工业区

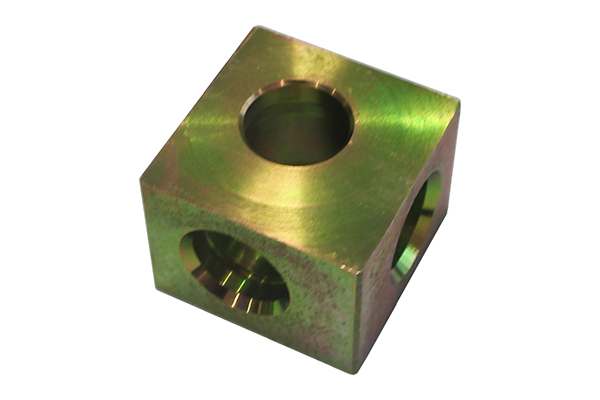
对于卡套接头,大多因管道受到较大的外力或冲击力,使卡套松动或管端面变形而造成泄漏,此时应检查卡套是定制节流管接头厂家否失圆、刃口有无缺损、管端是否完好以及卡套螺母的压紧程度等,同时还要消除管道外力。某些场合下可以使用密封垫片来预防卡套接头的泄露,卡套接头泄漏原因有以下几种:密封圈老化或变形而造成泄漏;密封圈装配不到位,使两平面连接时压不平或密封圈被切割造成泄漏;密封圈未压实,弹性变形量不足而造成泄漏;密封圈止口槽过深而造成泄漏。对此,需重新选择外径相同和截面较粗的节流管接头厂家密封圈,也可将带有止口槽的密封平面进行切削或磨削加工,以减小止口槽深度,使密封圈有足够的弹性变形量(压缩量一般应在0.35-0.65mm之间)。对于采用耐油胶板、羊毛毡、软钢纸板、组合密封垫圈或密封胶的管接头处泄漏,无论是何材质,首先应检查卡套式接头密封件有无破损,变形、老化和粗糙度过大等情况,然后采取相应的措施。
在使用卡式连接器时,其密封是重要的性能,安装时需要安装密封,所以如何安装袖带接头的密封,下面我们来看一下说明。为了确保插芯安装密封,首先用锯刃切断适当长度的无缝钢管,除去投资毛刺?把螺母和卡子套在无缝钢管上。小心螺母和咬进去的方向,不要倒着安装。在插芯接头预组装接头身体的螺丝和费规则上涂抹润滑油,将钢管插入接头身体,用手拧紧螺母。▁拧紧拧紧螺母直到发酵槽的钢管堵塞为止,这个转折点可以通过拧紧扭矩的增加而感觉到。▁到达压力点后,拧紧螺母1/2。圆圈拆下预先组装好的连接体,检查插刀断刃的插入。样子.看得见的突出带在需要填补假规则顶端的天空的时候。虽然可以稍微旋转一下,但是不能向轴方向移动。

①阀门制造工艺及检验工艺比较复杂阀门的铸件毛坯是结构叫复杂的薄壁壳体件。其铸件要求表面光洁、铸字清晰,特别是要有致密的缺陷。为了满足上述要求,阀门铸造时应采取一系列工艺措施,如选用高耐火度的造型材料并控制型砂水份、造型时应分层打实以保证砂型硬度,采用合理的浇帽口系统及严格控制浇注速度和温度等。②阀门机械加工难度大由于阀门各类繁多,除各种铸铁、碳素钢外,其大部分高强、耐腐蚀和高硬材料的切削性能都很差,很难使零件达到规定的加工精度和表面粗糙度。而阀门的几何型状精度和表面粗糙度的要求很高,因此更增加了机械加工难度。同时,阀门材料的切削性能差,又给阀门的加工方法、刀具材料、切削用量、工艺装备等方面带来了很多新的问题。③阀门零件在机床上安装比较困难

如何保证卡组针阀的使用效果,在我们使用卡销阀的过程中,如何规范操作,查看以下相关的说明内容。卡销阀的使用效果最重要的是实现对其有效的截止和投入的作用效果,其中卡销阀的广泛应用在各种管道管理中,其作用发挥了优势,虽然也有非常好的专用设计,但它的科学标准、一流技术的含量以及阀门本身的质量也是非常重要的作用。卡组针阀规范操作的使用寿命更长,这是对实际应用制度建立的一种规范要求,由制度管理操作,保证专家管理的实际制度,符合现实需求,目前十分方便,是实际应用最主要的产品特色。卡销阀的用途非常广泛,它发挥了更好的作用,提高了气动式球阀的重要作用和意义和产品的性价比,产品的优质使用寿命长,合理的使用、规范操作可以起到非常重要的作用。

安装卡套管接头,首先锯下合适长度的无缝钢管,去除端口毛刺。钢管端面要与轴线垂直,角度公差不大于正零点五度。如果钢管需要折弯,钢管端面至弯曲部位的直线段长度不能少于三倍螺母的长度。将螺母与卡套套在无缝钢管上。注意螺母与卡套接头的方向,不要装反了。在预装配接头体螺纹与卡套接头上涂上润滑油,将钢管插入接头体,(钢管一定要插到底)用手旋紧螺母。拧紧螺母直至卡套卡住钢管,这个转折点可以通过拧紧力矩的增加感受到(压力点)。达到压力点后,再将螺母拧紧二分之一圈。将预装配接头体拆下,检查卡套接头刃边的嵌入情况,可见的突起带必须填满卡套接头前端的空间。卡套接头可以稍微旋转,但不能轴向移动。最终安装,将实际安装中的接头体的螺纹涂上润滑油、压紧螺母与之配合拧至可感觉到的拧紧力增加为止,接着再拧紧二分之一圈安装完毕。
 ENGLISH
ENGLISH