联系人:胡志刚
电话:0574-62973610
传真:0574-62971530
邮编:315410
E-mail:zjgj@cnzhijiang.com
网址:www.yywkd.com
地址:浙江省余姚市丈亭镇胡界工业区

使用管道方向的变化,管道的分支或不同尺寸的管道所连接的管件,其使用环境比直管更严格,电炉的风机管的使用材料是管材、板材、锻件、铸件,棒材和型材等。加工可以制成焊接、冲压、铸造或锻造等方法。通常,管部件的材料、厚度取决于所用的管材料、形状、尺寸和要输送的流体介质、压力等因素。仪器管部件有盒式管道接头、焊接式管接头、扩口式管接头、螺纹式管接头、活动接头、多种自制御仪器管路附件等。其中包括YZG9?1端焊接橡胶管接头、YZG8?3内螺纹金属软管接头、YZG8金属软管接头、YZG7?3内螺纹三通接头、YZG7?2内扭转接头、YZG6?4承接焊接三通接头、YZG6?3承焊接三通接头、YZG6?2承插焊接接头,YZG6?1承接异径继手,YZG7?3承焊接三通接头,YZG6?2承插焊接接头,YZG6?1承接异径继手,YZG7系列的自动焊接接头。

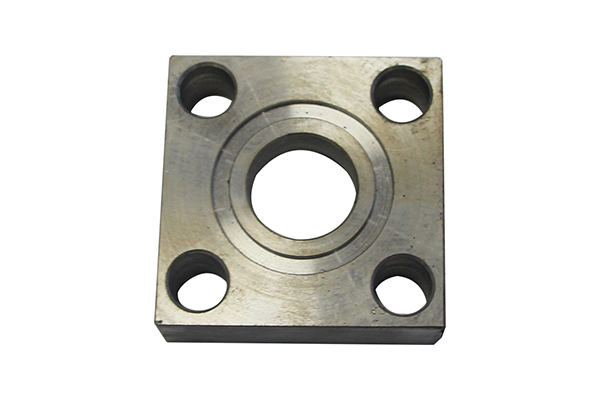
①阀门制造工艺及检验工艺比较复杂阀门的铸件毛坯是结构叫复杂的薄壁壳体件。其铸件要求表面光洁、铸字清晰,特别是要有致密的缺陷。为了满足上述要求,阀门铸造时应采取一系列工艺措施,如选用高耐火度的造型材料并控制型砂水份、造型时应分层打实以保证砂型硬度,采用合理的浇帽口系统及严格控制浇注速度和温度等。②阀门机械加工难度大由于阀门各类繁多,除各种铸铁、碳素钢外,其大部分高强、耐腐蚀和高硬材料的切削性能都很差,很难使零件达到规定的加工精度和表面粗糙度。而阀门的几何型状精度和表面粗糙度的要求很高,因此更增加了机械加工难度。同时,阀门材料的切削性能差,又给阀门的加工方法、刀具材料、切削用量、工艺装备等方面带来了很多新的问题。③阀门零件在机床上安装比较困难
在使用卡式连接器时,其密封是重要的性能,安装时需要安装密封,所以如何安装袖带接头的密封,下面我们来看一下说明。深圳卡套式液压接头生产厂家为了确保插芯安装密封,首先用锯刃切断适当长度的无缝钢管,除去投资毛刺?把螺母和卡子套在无缝钢管上。小心螺母和咬进去的方向,定制卡套式液压接头生产厂家不要倒着安装。在插芯接头预组装接头身体的螺丝和费规则上涂抹润滑油,将钢管插入接头身体,用手拧紧螺母。▁拧紧拧紧螺母直到发酵槽的钢管堵塞为止,这个转折点可以通过拧紧扭矩的增加而感觉到。▁到达压力点后,拧紧螺母1/2。圆圈拆下预先组装好的连接体,检查插刀断刃的插入。样子.看得见的突出带在需要填补假规则顶端的天空的时候。虽然可以稍微旋转一下,但是不能向轴方向移动。

1.连接器在运输和储存期间避免了冲击和跌落,并且不会损坏接口和内部组件。2.要注意的是,为了确保旋转接头的良好运行,只有尽可能同心地设置的旋转卡盘接头在安装时可以在内、外管的螺纹与滚筒的旋转方向相对应,并且内外管的螺纹旋转。.4、套箍和管道的连接必须使用软管进行连接(我们建议使用金属软管),绝对禁止刚性。5、电缆接头的出入口尽可能直接与软管连接。中所述修改相应参数的值。寿命.6、装上管的安装、尺寸配合和重量的二次支撑。内旋式旋转接头的内管和接头的配合推荐使用H8/e7。7、套箍接头的支撑和停止是合适的,一般杆直径应小于固定孔的2mm,以免影响旋转接头的自由

卡套接头在实际安装过程中应分2步进行,首先将所有管路和附件上船根据实际情况布置好。此时卡套接头和管路之间不紧固:然后将管路和卡套接头全部拆下,进车间利用台虎钳等夹持设备将管道固定并压制卡套切口成形良好再拆下接头并打上标记供实船安装。这个过程要注意两个问题,一是压制力即紧固力矩要恰到好处(这在前面的模拟试验中已取得足够经验),太小不能保证切口成形,太大会导致卡套接头卡套失去弹性,不能进行二次装配;二是卡套接头体锥孔深度H应保持相同,若在二次装配时,如果所使用的接头体锥孔深度小于车间压制时所用锥孔深度,则装配时管子伸不到位,原先在车间中压制好的切口环形圈不到位,密封失效。
 ENGLISH
ENGLISH