联系人:胡志刚
电话:0574-62973610
传真:0574-62971530
邮编:315410
E-mail:zjgj@cnzhijiang.com
网址:www.yywkd.com
地址:浙江省余姚市丈亭镇胡界工业区

套箍接头包括用于通过焊接连接两个或多个部件的触点,或者两个或多个部件包括焊接、熔化区和热影响区。用套圈方法连接的两个或多个零件。套圈熔融固化的区域被称为由熔融母材和填充金属构成的焊接部。虽然套箍接头的强度较低,但在少于几个月时焊缝或近接缝区域会脆化,在极端温度环境下更容易发生的[发明的公开][发明所要解决的课题]不锈钢的焊道在高温下加热一段时间后,使冲击韧性降低的现象脆化

在使用卡式连接器时,其密封是重要的性能,安装时需要安装密封,所以如何安装袖带接头的密封,下面我们来看一下说明。为了确保插芯安装密封,首先用锯刃切断适当长度的无缝钢管,除去投资毛刺?把螺母和卡子套在无缝钢管上。小心螺母和咬进去的方向,不要倒着安装。在插芯接头预组装接头身体的螺丝和费规则上涂抹润滑油,将钢管插入接头身体,用手拧紧螺母。▁拧紧拧紧螺母直到发酵槽的钢管堵塞为止,这个转折点可以通过拧紧扭矩的增加而感觉到。▁到达压力点后,拧紧螺母1/2。圆圈拆下预先组装好的连接体,检查插刀断刃的插入。样子.看得见的突出带在需要填补假规则顶端的天空的时候。虽然可以稍微旋转一下,但是不能向轴方向移动。

卡套接头按需要长度用锯床或专用切管机等机具切断管子,绝对不允许用溶断(如火焰切割)或砂轮切割;除去气动球阀管端内外圆毛刺、金属切屑及污垢;除去管接头的防锈剂及污垢;同时还要保证管子圆度。下面我就来看看卡套接头的紧固力度为何需要循序渐进。钢管嵌入卡套接头体以后,开始紧固卡套力度的力度也不宜过大,应循序渐进的将卡套拧止螺纹尾部或2/3处,在用扳手将卡套紧固一下即可。卡套接头将预装配接头体拆下,检查卡套刃边的嵌入情况,可见的突起带必须填满卡套端面的空间。卡套可以稍旋转,但不能轴向推移。

首泰州定制H型接头生产厂家先,安装卡套接头的预装工作十分重要,预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。管子一端用什么样的接头体连接,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。在安装时,不可以加入密封胶等填料,有人为了更好的密封效果,卡套上涂上密封胶,最后往往会适得其反,造成液压元件阴尼孔堵塞等故障。连接卡套接头管路时,应使管子有足够的变形余量,避免使管H型接头生产厂家子受到拉伸力,应避免使其受到侧向力,侧向力过大会造成密封不严。最后,新亚自控提醒您:连接管路时,应一次性好,避免多次拆卸,卡套接头否则也会使密封性能变差。
安装卡套管接头,首先锯下合适长度的无缝钢管,去除端口毛刺。钢管端面要与轴线垂直,角度公差不大于正零点五度。如果钢管需要折弯,钢管端面至弯曲部位的直线段长度不能少于三倍螺母的长度。将螺母与卡套套在无缝钢管上。注意螺母与卡套接头的方向,不要装反了。在预装配接头体螺纹与卡套接头上涂上润滑油,将钢管插入接头体,(钢管一定要插到底)用手旋紧螺母。拧紧螺母直至卡套卡住钢管,这个转折点可以通过拧紧力矩的增加感受到(压力点)。达到压力点后,再将螺母拧紧二分之一圈。将预装配接头体拆下,检查卡套接头刃边的嵌入情况,可见的突起带必须填满卡套接头前端的空间。卡套接头可以稍微旋转,但不能轴向移动。最终安装,将实际安装中的接头体的螺纹涂上润滑油、压紧螺母与之配合拧至可感觉到的拧紧力增加为止,接着再拧紧二分之一圈安装完毕。

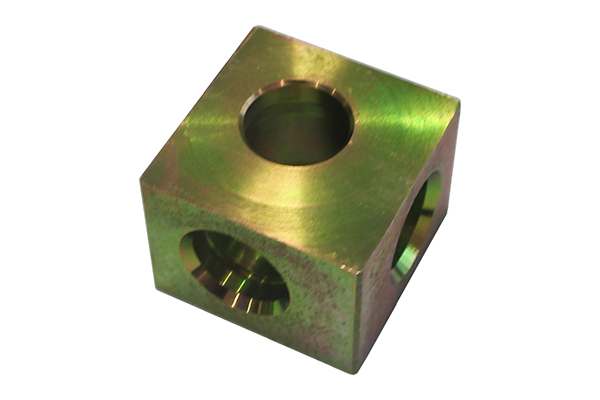
不锈钢卡套接头就是由两个或两个以上零件要用焊接组合的接点,或指两个或两个以上零件用卡套方法连接的接头,包括焊缝、熔合区和热影响区。在卡套发生熔化凝国的区域称为焊缝,它由熔化的母材和填充金属组成。卡套接头的强度并不低,但是有时在使用不到几个月就会延焊缝或近缝区发生脆断,这种现象在极端温度环境下更易出现。由于不锈钢的焊缝在高温加热一段时间后,出现冲击韧性下降的现象称为脆化。
 ENGLISH
ENGLISH