联系人:胡志刚
电话:0574-62973610
传真:0574-62971530
邮编:315410
E-mail:zjgj@cnzhijiang.com
网址:www.yywkd.com
地址:浙江省余姚市丈亭镇胡界工业区

使用管道方向的变化,管道的分支或不同尺寸的管道所连接的管件,其使用环境比直管更严格,电炉的风机管的使用材料是管材、板材、锻件、铸件,棒材和型材等。加工可以制成焊接、冲压、铸造或锻造等方法。通常,管部件的材料、厚度取决于所用的管材料、形状、尺寸和要输送的流体介质、压力等因素。仪器管部件有盒式管道接头、焊接式管接头、扩口式管接头、螺纹式管接头、活动接头、多种自制御仪器管路附件等。其中包括YZG9?1端焊接橡胶管接头、YZG8?3内螺纹金属软管接头、YZG8金属软管接头、YZG7?3内螺纹三通接头、YZG7?2内扭转接头、YZG6?4承接焊接三通接头、YZG6?3承焊接三通接头、YZG6?2承插焊接接头,YZG6?1承接异径继手,YZG7?3承焊接三通接头,YZG6?2承插焊接接头,YZG6?1承接异径继手,YZG7系列的自动焊接接头。

首先我们来了解卡套接头的预装的目的,预装是卡套式接头的最重要环节,直接影响到密封的可靠性。一般需要专用的预器,管径小的接头可以在台钳上进行预装。卡套式接头主要有卡套式直通管接头、卡套式端直通接通头、卡套式三通管接头等型式。卡套接头正确的预装,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。接下来我们再来了解卡套接头如何预装,预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。在进行管路连接时,再按规定的拧紧力装配。管子端面应平齐,管子锯断后应在砂轮等工具上打磨平齐,并且去除毛刺,清洗并用高压空气吹净后再使用。

卡套接头采用精度无缝钢管生产应用广泛,其中也为各种不同的功能设计,提供了好的保障性特点。结合实际进行全面的选择,方便在总体的应用中表现出更强的专业实力,结合实际进行精心的设计,确保可以发挥出充分的产品优势与特色品质,更好的结合实际进行全面的定位选择,也为生产实际应用,提供体质的前提与保证。卡套接头采用精度无缝钢管生产应用广泛,这里材料的优势最为明显,也是产品优质的基础条件。所以在很多的实际应用的环境里,更好的选择到产品本身,也是适应环境条件变化重要的特色,符合生产的需要,适应各种不同的介质条件,水、油、气体,甚至是腐蚀性或者非腐蚀性的各种介质环境,材料决定质量,是重要的前提。日常卡套针阀的使用过程中,往往会遇到各种各样的故障,卡套针阀的泄漏是众多故障中最为常见的一种,而且卡套针阀的泄露一般有内漏和外漏两种情况!

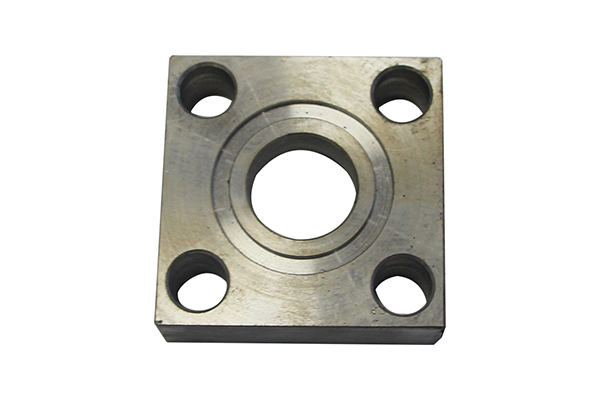
卡套接头在实际安装过程中应分2步进行,首先将所有管路和附件上船根据实际情况布置好。此时卡套接头和管路之间不紧固:然后将管路和卡套接头全部拆下,进车间利用台虎钳等夹持设备将管道固定并压制卡套切口成形良好再拆下接头并打上标记供实船安装。这个过程要注意两个问题,一是压制力即紧固力矩要恰到好处(这在前面的模拟试验中已取得足够经验),太小不能保证切口成形,太大会导致卡套接头卡套失去弹性,不能进行二次装配;二是卡套接头体锥孔深度H应保持相同,若在二次装配时,如果所使用的接头体锥孔深度小于车间压制时所用锥孔深度,则装配时管子伸不到位,原先在车间中压制好的切口环形圈不到位,密封失效。

液压站分配器是一种用于大、中功率轮式拖拉机的液压分配器,主要由壳体、回油阀、系统安全阀、主控制阀、下降速度调节阀、油缸安全阀及单向阀等组成。液压站分配器有时会因为进入空气而引起的故障,该故障明显的现象就是动力下降,异响和高温。故障会影响液压系统的工作效率,响应速度变慢,压力不稳定,实际工作中时而有力时而无力,动作相对不协调。液压系统的工作部件,液压泵,马达,控制阀(分配器)及油管,会出现噪声,异响及震动。在液压系统高压工作区域,如液压泵柱塞和缸筒,泵吸油口处,容易出现部件损坏的情况,混入液压油中的小气泡会被压缩,爆裂,破坏部件表面,造成压力不足动力下降等。液压管接头一般是按照螺纹分:英制(G螺纹,ZG螺纹)美制UNF和 NPT螺纹,公制M螺纹。然后就是密封方式:硬密封和密封件密封,螺纹密封。硬密封分为内锥60度 外锥60度 74度JiC din标准24度 平面密封,端面硬密封。液压行业通常除ZG和NPT ZM锥螺纹为螺纹密封(属于牙型角和牙型角咬合密封)外,其余都是平行螺纹。平行螺纹本身不能提供密封,基本只提供了机械支持力,密封需要平面上或者端面处进行。
在使用卡式连接器时,其密封是重要的性能,安装时需要安装密封,所以如何安装袖带接头的密封,下面我们来看一下说明。阜阳过渡接头厂家为了确保插芯安装密封,首先用锯刃切断适当长度的无缝钢管,除去投资毛刺?把螺母和卡子套在无缝钢管上。小心螺母和咬进去的方向,定制过渡接头厂家不要倒着安装。在插芯接头预组装接头身体的螺丝和费规则上涂抹润滑油,将钢管插入接头身体,用手拧紧螺母。▁拧紧拧紧螺母直到发酵槽的钢管堵塞为止,这个转折点可以通过拧紧扭矩的增加而感觉到。▁到达压力点后,拧紧螺母1/2。圆圈拆下预先组装好的连接体,检查插刀断刃的插入。样子.看得见的突出带在需要填补假规则顶端的天空的时候。虽然可以稍微旋转一下,但是不能向轴方向移动。
 ENGLISH
ENGLISH