联系人:胡志刚
电话:0574-62973610
传真:0574-62971530
邮编:315410
E-mail:zjgj@cnzhijiang.com
网址:www.yywkd.com
地址:浙江省余姚市丈亭镇胡界工业区

安装卡套管接头,首先锯下合适长度的无缝钢管,去除端口毛刺。钢管端面要与轴线垂直,角度公差不大于正零点五度。如果钢管需要折弯,钢管端面至弯曲部位的直线段长度不能少于三倍螺母的长度。将螺母与卡套套在无缝钢管上。注意螺母与卡套接头的方向,不要装反了。在预装配接头体螺纹与卡套接头上涂上润滑油,将钢管插入接头体,(钢管一定要插到底)用手旋紧螺母。拧紧螺母直至卡套卡住钢管,这个转折点可以通过拧紧力矩的增加感受到(压力点)。达到压力点后,再将螺母拧紧二分之一圈。将预装配接头体拆下,检查卡套接头刃边的嵌入情况,可见的突起带必须填满卡套接头前端的空间。卡套接头可以稍微旋转,但不能轴向移动。最终安装,将实际安装中的接头体的螺纹涂上润滑油、压紧螺母与之配合拧至可感觉到的拧紧力增加为止,接着再拧紧二分之一圈安装完毕。

卡套接头在实际安装过程中应分2步进行,首先将所有管路和附件上船根据实际情况布置好。此时卡套接头和管路之间不紧固:然后将管路和卡套接头全部拆下,进车间利用台虎钳等夹持设备将管道固定并压制卡套切口成形良好再拆下接头并打上标记供实船安装。这个过程要注意两个问题,一是压制力即紧固力矩要恰到好处(这在前面的模拟试验中已取得足够经验),太小不能保证切口成形,太大会导致卡套接头卡套失去弹性,不能进行二次装配;二是卡套接头体锥孔深度H应保持相同,若在二次装配时,如果所使用的接头体锥孔深度小于车间压制时所用锥孔深度,则装配时管子伸不到位,原先在车间中压制好的切口环形圈不到位,密封失效。
焊接插芯接头形式如下:对接接头、T形接头、插芯接头角接头及重叠接头。将两块钢板一起焊接称为对接焊接,将一块钢板缠绕在圆筒上后,一起焊接,进行对接焊接。突对插料接头容易焊接,受力状况好,应力分布均匀,连接强度高,因此焊接插芯接头质量容易得到保证。为了保证焊接质量,必须在焊接接头上打开合适的坡口?坡口的主要作用是保证溶入,另外,坡日的存在还可以形成足够容积的金属液熔融池,使炉渣浮起而不留渣。几何尺寸必须设计成减少金属填充量,减少焊接工作量,减少变形。
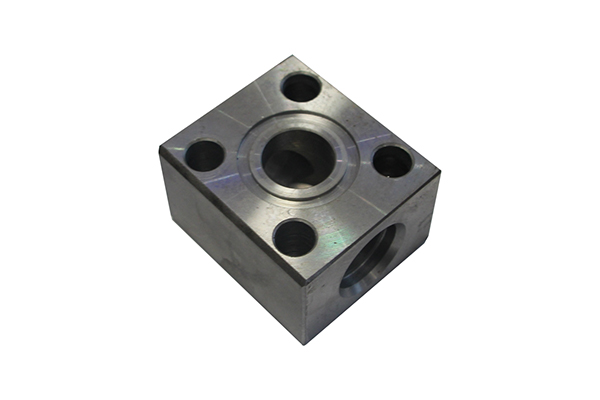
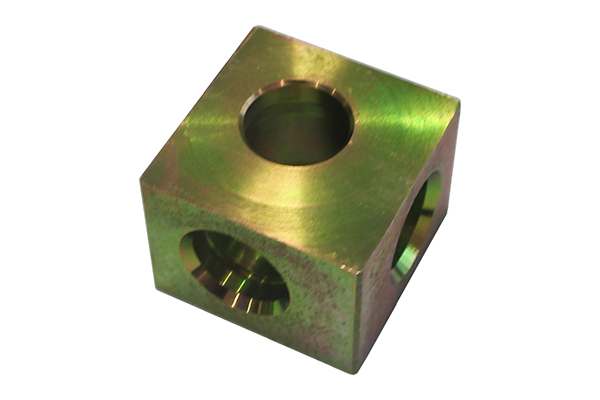
卡套温州定制不锈钢接头厂家接头有很好的耐压性管道有效的接通的重要作用,需要很好的连接,卡套接头就是专用性很强的连接器,它的材料与管道的材料一般要选择同样的材料,这样保证有很好的连接效果。卡套接头安装简便有较强的耐压性,这是它的基本的优点,有着十分重要和作用和意义,也决定了它的很广泛的应用标准。目前在卡套接头专业的化生产实践中,注重产品质量,结合材料本身的选择优势,也特别在规格的标准化生产上有了更大的进步。作为标准件的生产,很好的适应现代化生产实践的需要,它的作用不锈钢接头厂家才可以更好的发挥。简单的三部分设计,它的作用也会发挥得更好。卡套接头在安装时需要满足现实需求,而本身具有的较强的耐压性能使得卡套接头完全具备这类优势,保证了专用性设计更加优秀,它的安装方便合理,也保证了它的实际使用过程中最符合现实的需要。
 ENGLISH
ENGLISH