联系人:胡志刚
电话:0574-62973610
传真:0574-62971530
邮编:315410
E-mail:zjgj@cnzhijiang.com
网址:www.yywkd.com
地址:浙江省余姚市丈亭镇胡界工业区

与卡接头不同的是,两个或更多部件必须使用焊接组合的触点。或者,两个或两个以上的部件是指通过卡的方法连接的接头,包括焊接部、焊接区和热影响区。在墨盒中发生熔融凝固的区域被称为焊接,由熔融的母材和填充金属构成。虽然卡接头的强度不高,但在使用数量个月后,在焊接缝合或近缝合区发生脆裂,这种现象在极端温度环境下更容易出现。不锈钢的焊接部在高温下加热一段时间后,冲击韧性降低的现象被称为脆化。

1、应掌握好涂装现场温湿度等环境因素,在室内涂装的适宜温度为20~25度,相对湿度以65%以下为宜。在室外施工时应无风沙、雨雪,气温不宜低于5度、不宜高于40度,相对湿度不宜大于85%,涂装现场应有防风、防火、防冻、防雨等措施。2、对管道要进行严格的表面处理,如清除铁锈、灰尘、油脂、焊渣等表面处理。按照设计要求的除锈等级采取相应的除诱措施。3、为了使处理合格的管道表面不再生锈或污染油污等,必须在3h内涂第一层漆。4、控制各涂料的涂装间隔时间,掌握涂层之间的重涂的适应性。必须达到要求的漆膜厚度,一般以150~200um为宜。5、操作区域应通风良好,必要时可安装排风设备,以防止中毒尸骨发生。6、报据涂料的性能,按安全技术操作规程进行施工,并应定期检查及时维护。

卡带接头具有拆装方便、不需要焊接和扩管、结构先进、性能好、重量轻、体积小、使用方便等优点。但是,由于兼容性比较差,在更换接头体时容易引起漏油,可以保证卡带外面的后端先接触头部体内的喉面。在进行安装时,我们首先将卡式接头在水或油泵出口位置进行启停处理,这样做的目的是为了有效地减少卡式接头因拉伸或压缩而产生的影响;我们应该在法兰及其两端位置增加与更好位置相对应的限位设备装置。
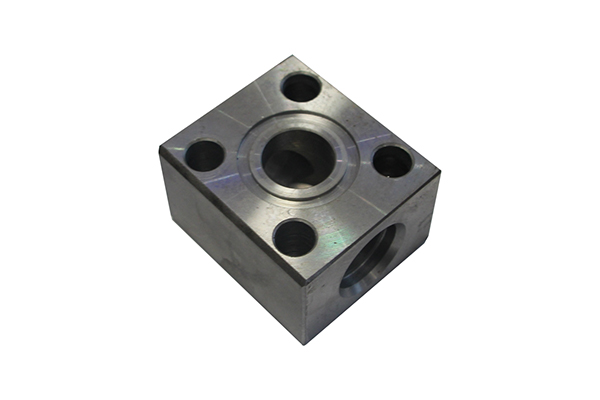
①阀门制造工艺及检验工艺比较复杂阀门的铸件毛坯是结构叫复杂的薄壁壳体件。其铸件要求表面光洁、铸字清晰,特别是要有致密的缺陷。为了满足上述要求,阀门铸造时应采取一系列工艺措施,如选用高耐火度的造型材料并控制型砂水份、造型时应分层打实以保证砂型硬度,采用合理的浇帽口系统及严格控制浇注速度和温度等。②阀门机械加工难度大由于阀门各类繁多,除各种铸铁、碳素钢外,其大部分高强、耐腐蚀和高硬材料的切削性能都很差,很难使零件达到规定的加工精度和表面粗糙度。而阀门的几何型状精度和表面粗糙度的要求很高,因此更增加了机械加工难度。同时,阀门材料的切削性能差,又给阀门的加工方法、刀具材料、切削用量、工艺装备等方面带来了很多新的问题。③阀门零件在机床上安装比较困难

宜昌永华卡套式液压接头生产厂家首先我们来了解卡套接头的预装的目的,预装是卡套式接头的最重要环节,直接影响到密封的可靠性。一般需要专用的预器,管径小的接头可以在台钳上进行预装。卡套式接头主要有卡套式直通管接头、卡套式端直通接通头、卡套式三通管接头等型式。卡套接头正确的预装,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。接下来我们再来了解卡套接头如何预装,预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。在进行管路连接时,再按规定的拧紧力装配。管子端面应平齐,卡套式液压接头生产厂家管子锯断后应在砂轮等工具上打磨平齐,并且去除毛刺,清洗并用高压空气吹净后再使用。
 ENGLISH
ENGLISH