联系人:胡志刚
电话:0574-62973610
传真:0574-62971530
邮编:315410
E-mail:zjgj@cnzhijiang.com
网址:www.yywkd.com
地址:浙江省余姚市丈亭镇胡界工业区

安装十堰定制过渡接头生产厂家卡套接头时注意产品变形,如果在预装时卡套变形严重,会失去密封作用。卡套接头的预装是最重要的环节,直接影响到密封的可靠性。一般需要专用的预装器。管径小的接头可以在台钳上进行预装。具体做法是,用一个接头体作为母体,将螺母、卡套压紧到管子上即可。连接管路时,应避免使其受到侧向力,侧向力过大会造成密封不严。预装力不宜太大。应使卡套的的内刃刚好嵌入管子外壁,卡套不应有明显变形。如果在预装时卡套变形严重,会失去密封作用卡套接头预装有什么安装技巧1、管子端面应平齐。管子锯断后应在砂轮等工具上打磨平齐,并且去除毛刺,清洗并用高压空气吹净后再过渡接头生产厂家用。2、预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。3、连接管路时,应使管子有足够的变形余量,避免使管子受到拉伸应力。4、卡套接头连接管路时,应一次性紧好,避免多次拆卸,否则也会使密封性能变差。

焊接插芯接头形式如下:对接接头、T形接头、插芯接头角接头及重叠接头。将两块钢板一起焊接称为对接焊接,将一块钢板缠绕在圆筒上后,一起焊接,进行对接焊接。突对插料接头容易焊接,受力状况好,应力分布均匀,连接强度高,因此焊接插芯接头质量容易得到保证。为了保证焊接质量,必须在焊接接头上打开合适的坡口?坡口的主要作用是保证溶入,另外,坡日的存在还可以形成足够容积的金属液熔融池,使炉渣浮起而不留渣。几何尺寸必须设计成减少金属填充量,减少焊接工作量,减少变形。

在使用卡式连接器时,其密封是重要的性能,安装时需要安装密封,所以如何安装袖带接头的密封,下面我们来看一下说明。为了确保插芯安装密封,首先用锯刃切断适当长度的无缝钢管,除去投资毛刺?把螺母和卡子套在无缝钢管上。小心螺母和咬进去的方向,不要倒着安装。在插芯接头预组装接头身体的螺丝和费规则上涂抹润滑油,将钢管插入接头身体,用手拧紧螺母。▁拧紧拧紧螺母直到发酵槽的钢管堵塞为止,这个转折点可以通过拧紧扭矩的增加而感觉到。▁到达压力点后,拧紧螺母1/2。圆圈拆下预先组装好的连接体,检查插刀断刃的插入。样子.看得见的突出带在需要填补假规则顶端的天空的时候。虽然可以稍微旋转一下,但是不能向轴方向移动。

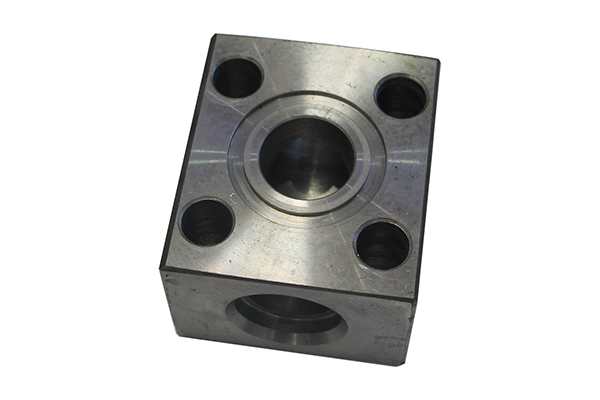
不锈钢卡套接头具有结构简单、使用方便和不用焊接等优点。但在中高压液压系统中,若操作不当往往会造成泄漏,影响其推广使用。笔者经过多年的实践总结了一些经验,取得了较好的效果。卡套接头主要由具有24度锥形孔的接头体1、带尖锐内刃的卡套2和起压紧作用的压紧螺母3三部分组成。旋紧螺母3时,衬氟蝶阀卡套2被推进24度的锥孔中并随之变形,使卡套与接头体内锥面形成球面接触密封;同时,卡套的内刃口嵌入钢管4的外壁,在外壁上压出一个环行凹槽,从而起到可靠密封的作用。钢管最好选择消除应力退火的20#精拔管,这样有利于卡套内刃嵌入钢管外表面,起到可靠密封作用。

①阀门制造工艺及检验工艺比较复杂阀门的铸件毛坯是结构叫复杂的薄壁壳体件。其铸件要求表面光洁、铸字清晰,特别是要有致密的缺陷。为了满足上述要求,阀门铸造时应采取一系列工艺措施,如选用高耐火度的造型材料并控制型砂水份、造型时应分层打实以保证砂型硬度,采用合理的浇帽口系统及严格控制浇注速度和温度等。②阀门机械加工难度大由于阀门各类繁多,除各种铸铁、碳素钢外,其大部分高强、耐腐蚀和高硬材料的切削性能都很差,很难使零件达到规定的加工精度和表面粗糙度。而阀门的几何型状精度和表面粗糙度的要求很高,因此更增加了机械加工难度。同时,阀门材料的切削性能差,又给阀门的加工方法、刀具材料、切削用量、工艺装备等方面带来了很多新的问题。③阀门零件在机床上安装比较困难
卡套接头按需要长度用锯床或专用切管机等机具切断管子,绝对不允许用溶断(如火焰切割)或砂轮切割;除去气动球阀管端内外圆毛刺、金属切屑及污垢;除去管接头的防锈剂及污垢;同时还要保证管子圆度。下面我就来看看卡套接头的紧固力度为何需要循序渐进。钢管嵌入卡套接头体以后,开始紧固卡套力度的力度也不宜过大,应循序渐进的将卡套拧止螺纹尾部或2/3处,在用扳手将卡套紧固一下即可。卡套接头将预装配接头体拆下,检查卡套刃边的嵌入情况,可见的突起带必须填满卡套端面的空间。卡套可以稍旋转,但不能轴向推移。
 ENGLISH
ENGLISH