联系人:胡志刚
电话:0574-62973610
传真:0574-62971530
邮编:315410
E-mail:zjgj@cnzhijiang.com
网址:www.yywkd.com
地址:浙江省余姚市丈亭镇胡界工业区
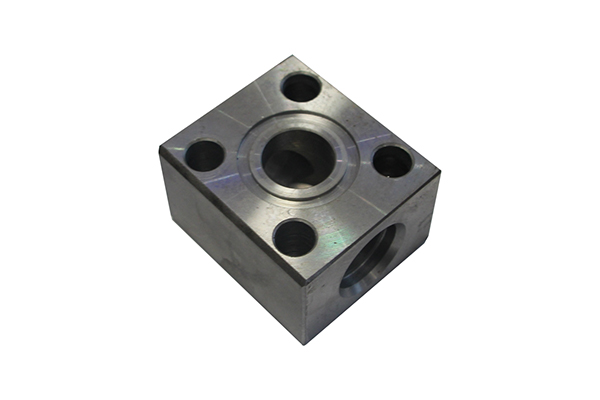
工作原理是将钢管插入卡套内,利用卡套螺母锁紧,抵触卡套,切入管子而密封。它与钢管连接时不需焊接,有利于防火、防爆和高空作业,并能消除焊接不值带来的弊端。因而它是炼油、化工、石油、天然气、食品、制药、仪器仪表等系统自控装置管路中的一种较为先进的连接件。适用于油、气、水等介质管路连接。卡套接头具有连接牢靠、耐压能力高、耐温性、密封性和反复性好、安装检修方便、工作安全可靠等特点。焊接式管接头:焊接式管接头适用介质油、水、气等非腐蚀性或腐蚀性介质,对焊接式密封管接头,配用钢管的规格要求比较灵活,与管道焊接后,具有连接牢靠、密封性能好等特点,因而在炼油、化工、轻工、纺织、国防、治金、航空、船舶等系统中被广泛采用;也适用于各种机械工程、机床设备等液压传动管路。当焊接式接头生产还不能满足需要时,以及在腐蚀较强的场合,可优先考虑采用。
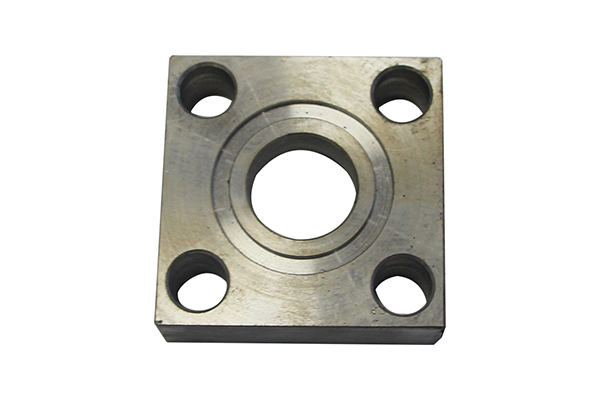
卡套接头具有非常好的密闭性。一其他很多的球阀产品相比,卡套接头不仅在使用起来非常的简单方便,而且更为重要的优点在于它的密闭性非常的好。不管是在阻止液体流通,还是在阻隔气体等方面都能够发挥出非常大的作用。所以,能够很好的促进相关生产工作的顺利进行。卡套接头安装简单,护理和保养都非常的方便。与其他的一些产品相比,安装卡套接头需要的时间是相当短暂的,一般来说只需要短短的十几分钟。而在保养方面也是非常简单的,并不需要做特别的护理。卡套接头使用广泛卡套接头在食品生产领域,石油化工冶炼方面,以及制造工厂等方面都发挥着非常重要的作用。但是,不得不说的是,有非常多的人都不知道卡套接头为什么如此的受欢迎,为什么在如此多的生产领域得到广泛应用。石油、化工、治金、制药、仪器仪表、机械配件、电力行业。双卡套式管接头是以锥面形式,卡套的切入角有双道密封性。双卡套式管接头的密封性能,有高承压能力及抗振和防振性能,管子即使有划痕也可正常的密封,双卡套式管接头具有耐腐蚀性和高压振动下仍能正常使用。

郑州永华不锈钢接头生产厂家卡套接头防腐绝缘层的施工应掌握好涂装现场温湿度等环境因素,在室内涂装的高温风机适宜温度为20~25度,相对湿度以65%以下为宜。在室外施工时应无风沙、雨雪,气温不宜低于5度、不宜高于40度,相对湿度不宜大于85%,涂装现场应有防风、防火、防冻、防雨等措施。控制各涂料的涂装间隔时间,掌握涂层之间的重涂的适应性。必须达到要求的漆膜厚度,一般以150~200um为宜。操作区域应通风良好,永华不锈钢接头生产厂家必要时可安装排风设备,以防止中毒事故发生。报据涂料的性能,按安全技术操作规程进行施工,并应定期检查及时维护。对管道要进行严格的表面处理,如清除铁锈、灰尘、油脂、焊渣等表面处理。按照设计要求的除锈等级采取相应的除诱措施。

1.连接器在运输和储存期间避免了冲击和跌落,并且不会损坏接口和内部组件。2.要注意的是,为了确保旋转接头的良好运行,只有尽可能同心地设置的旋转卡盘接头在安装时可以在内、外管的螺纹与滚筒的旋转方向相对应,并且内外管的螺纹旋转。.4、套箍和管道的连接必须使用软管进行连接(我们建议使用金属软管),绝对禁止刚性。5、电缆接头的出入口尽可能直接与软管连接。中所述修改相应参数的值。寿命.6、装上管的安装、尺寸配合和重量的二次支撑。内旋式旋转接头的内管和接头的配合推荐使用H8/e7。7、套箍接头的支撑和停止是合适的,一般杆直径应小于固定孔的2mm,以免影响旋转接头的自由

液压站分配器是一种用于大、中功率轮式拖拉机的液压分配器,主要由壳体、回油阀、系统安全阀、主控制阀、下降速度调节阀、油缸安全阀及单向阀等组成。液压站分配器有时会因为进入空气而引起的故障,该故障明显的现象就是动力下降,异响和高温。故障会影响液压系统的工作效率,响应速度变慢,压力不稳定,实际工作中时而有力时而无力,动作相对不协调。液压系统的工作部件,液压泵,马达,控制阀(分配器)及油管,会出现噪声,异响及震动。在液压系统高压工作区域,如液压泵柱塞和缸筒,泵吸油口处,容易出现部件损坏的情况,混入液压油中的小气泡会被压缩,爆裂,破坏部件表面,造成压力不足动力下降等。液压管接头一般是按照螺纹分:英制(G螺纹,ZG螺纹)美制UNF和 NPT螺纹,公制M螺纹。然后就是密封方式:硬密封和密封件密封,螺纹密封。硬密封分为内锥60度 外锥60度 74度JiC din标准24度 平面密封,端面硬密封。液压行业通常除ZG和NPT ZM锥螺纹为螺纹密封(属于牙型角和牙型角咬合密封)外,其余都是平行螺纹。平行螺纹本身不能提供密封,基本只提供了机械支持力,密封需要平面上或者端面处进行。

卡套接头在实际安装过程中应分2步进行,首先将所有管路和附件上船根据实际情况布置好。此时卡套接头和管路之间不紧固:然后将管路和卡套接头全部拆下,进车间利用台虎钳等夹持设备将管道固定并压制卡套切口成形良好再拆下接头并打上标记供实船安装。这个过程要注意两个问题,一是压制力即紧固力矩要恰到好处(这在前面的模拟试验中已取得足够经验),太小不能保证切口成形,太大会导致卡套接头卡套失去弹性,不能进行二次装配;二是卡套接头体锥孔深度H应保持相同,若在二次装配时,如果所使用的接头体锥孔深度小于车间压制时所用锥孔深度,则装配时管子伸不到位,原先在车间中压制好的切口环形圈不到位,密封失效。
 ENGLISH
ENGLISH