联系人:胡志刚
电话:0574-62973610
传真:0574-62971530
邮编:315410
E-mail:zjgj@cnzhijiang.com
网址:www.yywkd.com
地址:浙江省余姚市丈亭镇胡界工业区

液压卡头接头拧紧螺母并将液压卡盘拧紧在接头的24°锥面内,在液压卡盘中嵌入钢管的同时形成有效的硬接触密封,液压插入式接头的最大特点是连接牢固,耐压能力强,耐温性;密封性和反复性都很好。具有安装检查方便、作业安全可靠等特点。使用扳手即可安装,采用弹性液压卡环密封技术,可进一步提高液压浇注口的防漏能力:与钢管连接时不需焊接,有利于防火、防爆及高处作业,并且可以消除焊接错误带来的弊端这是自动控制装置的管路中比较先进的连接具,另外,对于焊接式接头,在安装过程中不会产生尺度污染管路的清洁度,所以油压卡式管接头不会产生制油、化学工业、石油、天然气、食品、制药、广泛适用于仪器仪表等领域的油、气、水等管路系统。笼统地说,但是液压压缩接头要求使用精密无缝钢管,建议不使用精密无缝钢管,建议使用液压扩张接头。

①阀门制造工艺及检验工艺比较复杂阀门的铸件毛坯是结构叫复杂的薄壁壳体件。其铸件要求表面光洁、铸字清晰,特别是要有致密的缺陷。为了满足上述要求,阀门铸造时应采取一系列工艺措施,如选用高耐火度的造型材料并控制型砂水份、造型时应分层打实以保证砂型硬度,采用合理的浇帽口系统及严格控制浇注速度和温度等。②阀门机械加工难度大由于阀门各类繁多,除各种铸铁、碳素钢外,其大部分高强、耐腐蚀和高硬材料的切削性能都很差,很难使零件达到规定的加工精度和表面粗糙度。而阀门的几何型状精度和表面粗糙度的要求很高,因此更增加了机械加工难度。同时,阀门材料的切削性能差,又给阀门的加工方法、刀具材料、切削用量、工艺装备等方面带来了很多新的问题。③阀门零件在机床上安装比较困难

卡套泰州定制H型管接头生产厂家接头在实际安装过程中应分2步进行,首先将所有管路和附件上船根据实际情况布置好。此时卡套接头和管路之间不紧固:然后将管路和卡套接头全部拆下,进车间利用台虎钳等夹持设备将管道固定并压制卡套切口成形良好再拆下接头并打上标记供实船安装。这个过程要注意两个问题,一是压制力即紧固力矩要恰到好处(这在前面的模拟试验中已取得足够经验),太小不能保证切口成形,太大会导致卡套接头卡套失去弹性,不能进行二次装配;二是卡套接头体锥孔深度H应保持相同,若在二次装配时H型管接头生产厂家,如果所使用的接头体锥孔深度小于车间压制时所用锥孔深度,则装配时管子伸不到位,原先在车间中压制好的切口环形圈不到位,密封失效。
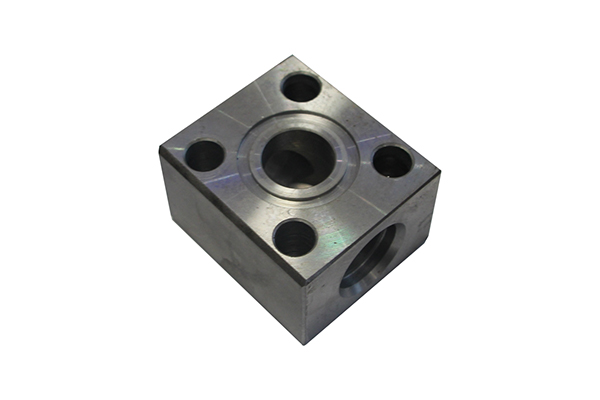
工作原理是将钢管插入卡套内,利用卡套螺母锁紧,抵触卡套,切入管子而密封。它与钢管连接时不需焊接,有利于防火、防爆和高空作业,并能消除焊接不值带来的弊端。因而它是炼油、化工、石油、天然气、食品、制药、仪器仪表等系统自控装置管路中的一种较为先进的连接件。适用于油、气、水等介质管路连接。卡套接头具有连接牢靠、耐压能力高、耐温性、密封性和反复性好、安装检修方便、工作安全可靠等特点。焊接式管接头:焊接式管接头适用介质油、水、气等非腐蚀性或腐蚀性介质,对焊接式密封管接头,配用钢管的规格要求比较灵活,与管道焊接后,具有连接牢靠、密封性能好等特点,因而在炼油、化工、轻工、纺织、国防、治金、航空、船舶等系统中被广泛采用;也适用于各种机械工程、机床设备等液压传动管路。当焊接式接头生产还不能满足需要时,以及在腐蚀较强的场合,可优先考虑采用。

开拓者插芯接头漏油的原因是一般无缝钢管的椭圆度差,插芯接头与钢管之间的某处接触,某处有间隙,引起漏油。开拓一般采用巴氏式接头的情况很少见,根据需要采用高精度的无缝钢管?3。一种切管方式专用的切管机,端面与本体垂直,且使毛刺干燥。四号网袖珍式尼普和你采用的接头的定型关系.5.采用不锈钢后不存在的防锈问题A.先确定管路的压力等级B。通过手动进行电焊,可以保证您的要求,但有几个参数会变动C。在这个可以单纯地提高生产性而设计的工装中,进行了焊接D接头

安装卡套管接头,首先锯下合适长度的无缝钢管,去除端口毛刺。钢管端面要与轴线垂直,角度公差不大于正零点五度。如果钢管需要折弯,钢管端面至弯曲部位的直线段长度不能少于三倍螺母的长度。将螺母与卡套套在无缝钢管上。注意螺母与卡套接头的方向,不要装反了。在预装配接头体螺纹与卡套接头上涂上润滑油,将钢管插入接头体,(钢管一定要插到底)用手旋紧螺母。拧紧螺母直至卡套卡住钢管,这个转折点可以通过拧紧力矩的增加感受到(压力点)。达到压力点后,再将螺母拧紧二分之一圈。将预装配接头体拆下,检查卡套接头刃边的嵌入情况,可见的突起带必须填满卡套接头前端的空间。卡套接头可以稍微旋转,但不能轴向移动。最终安装,将实际安装中的接头体的螺纹涂上润滑油、压紧螺母与之配合拧至可感觉到的拧紧力增加为止,接着再拧紧二分之一圈安装完毕。
 ENGLISH
ENGLISH