联系人:胡志刚
电话:0574-62973610
传真:0574-62971530
邮编:315410
E-mail:zjgj@cnzhijiang.com
网址:www.yywkd.com
地址:浙江省余姚市丈亭镇胡界工业区
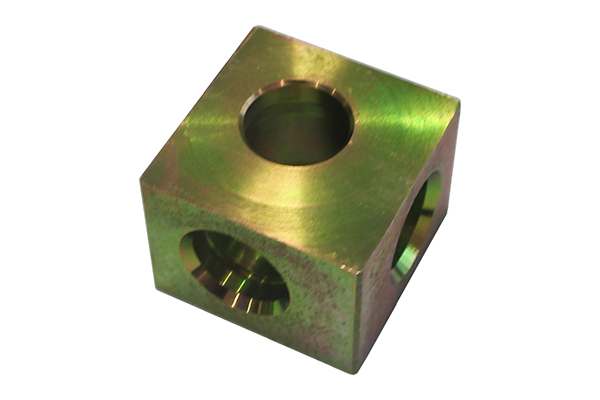
卡带接头具有拆装方便、不需要焊接和扩管、结构先进、性能好、重量轻、体积小、使用方便等优点。但是,咸宁焊接式接头由于兼容性比较差,在更换接头体时容易引起漏油,可以保证卡带外面的后端先接触头部体内的喉面。在进行安装时,我们首先将卡式接头在水或油泵出口位置进行启停处理,这样做的目的是为了有效地减少卡式接头因拉伸或压缩而产生的影响焊接式接头价格;我们应该在法兰及其两端位置增加与更好位置相对应的限位设备装置。

首先,安装卡套接头的预装工作十分重要,预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。管子一端用什么样的接头体连接,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。在安装时,不可以加入密封胶等填料,有人为了更好的密封效果,卡套上涂上密封胶,最后往往会适得其反,造成液压元件阴尼孔堵塞等故障。连接卡套接头管路时,应使管子有足够的变形余量,避免使管子受到拉伸力,应避免使其受到侧向力,侧向力过大会造成密封不严。最后,新亚自控提醒您:连接管路时,应一次性好,避免多次拆卸,卡套接头否则也会使密封性能变差。

①阀门制造工艺及检验工艺比较复杂阀门的铸件毛坯是结构叫复杂的薄壁壳体件。其铸件要求表面光洁、铸字清晰,特别是要有致密的缺陷。为了满足上述要求,阀门铸造时应采取一系列工艺措施,如选用高耐火度的造型材料并控制型砂水份、造型时应分层打实以保证砂型硬度,采用合理的浇帽口系统及严格控制浇注速度和温度等。②阀门机械加工难度大由于阀门各类繁多,除各种铸铁、碳素钢外,其大部分高强、耐腐蚀和高硬材料的切削性能都很差,很难使零件达到规定的加工精度和表面粗糙度。而阀门的几何型状精度和表面粗糙度的要求很高,因此更增加了机械加工难度。同时,阀门材料的切削性能差,又给阀门的加工方法、刀具材料、切削用量、工艺装备等方面带来了很多新的问题。③阀门零件在机床上安装比较困难

套箍接头包括用于通过焊接连接两个或多个部件的触点,或者两个或多个部件包括焊接、熔化区和热影响区。用套圈方法连接的两个或多个零件。套圈熔融固化的区域被称为由熔融母材和填充金属构成的焊接部。虽然套箍接头的强度较低,但在少于几个月时焊缝或近接缝区域会脆化,在极端温度环境下更容易发生的[发明的公开][发明所要解决的课题]不锈钢的焊道在高温下加热一段时间后,使冲击韧性降低的现象脆化

墨盒接头在液压系统中,即使是金属管接头,在软管接头中也存在容易泄漏的问题。与卡插槽相比,大多数管受到较大的外力或冲击力,导致卡盖松动或管端面上的变形引起的泄漏,此时,卡盖是否会失去圆形,检查有无刀口缺损、管端是否完整及螺母的压迫程度等,同时必须去除管件的外力。对于扩张式管接头,大部分是扩张口过度,质量不符合要求或者多次解体,引起扩张口的变形或龟裂等引起的泄漏,此时,能够切断前端再进行扩口。如果用阳母锥顶压力进行密封,由于其泄漏多对两锥面有损伤,因此可以用研磨砂对锥面进行研磨。
 ENGLISH
ENGLISH