联系人:胡志刚
电话:0574-62973610
传真:0574-62971530
邮编:315410
E-mail:zjgj@cnzhijiang.com
网址:www.yywkd.com
地址:浙江省余姚市丈亭镇胡界工业区

①阀门制造工艺及检验工艺比较复杂阀门的铸件毛坯是结构叫复杂的薄壁壳体件。其铸件要求表面光洁、铸字清晰,特别是要有致密的缺陷。为了满足上述要求,阀门铸造时应采取一系列工艺措施,如选用高耐火度的造型材料并控制型砂水份、造型时应分层打实以保证砂型硬度,采用合理的浇帽口系统及严格控制浇注速度和温度等。②阀门机械加工难度大由于阀门各类繁多,除各种铸铁、碳素钢外,其大部分高强、耐腐蚀和高硬材料的切削性能都很差,很难使零件达到规定的加工精度和表面粗糙度。而阀门的几何型状精度和表面粗糙度的要求很高,因此更增加了机械加工难度。同时,阀门材料的切削性能差,又给阀门的加工方法、刀具材料、切削用量、工艺装备等方面带来了很多新的问题。③阀门零件在机床上安装比较困难

武汉永华液压接头价格卡套接头按需要长度用锯床或专用切管机等机具切断管子,绝对不允许用溶断(如火焰切割)或砂轮切割;除去气动球阀管端内外圆毛刺、金属切屑及污垢;除去管接头的防锈剂及污垢;同时还要保证管子圆度。下面我就来看看卡套接头的紧固力度为何需要循序渐进。钢管嵌入卡套接头体以后,开始紧固卡套力度的力度也不宜过大,应循序渐进的将卡套拧止螺纹尾部或2/3处,在用扳手将卡套紧固一下即可。卡套永华液压接头价格接头将预装配接头体拆下,检查卡套刃边的嵌入情况,可见的突起带必须填满卡套端面的空间。卡套可以稍旋转,但不能轴向推移。

卡套接头在实际安装过程中应分2步进行,首先将所有管路和附件上船根据实际情况布置好。此时卡套接头和管路之间不紧固:然后将管路和卡套接头全部拆下,进车间利用台虎钳等夹持设备将管道固定并压制卡套切口成形良好再拆下接头并打上标记供实船安装。这个过程要注意两个问题,一是压制力即紧固力矩要恰到好处(这在前面的模拟试验中已取得足够经验),太小不能保证切口成形,太大会导致卡套接头卡套失去弹性,不能进行二次装配;二是卡套接头体锥孔深度H应保持相同,若在二次装配时,如果所使用的接头体锥孔深度小于车间压制时所用锥孔深度,则装配时管子伸不到位,原先在车间中压制好的切口环形圈不到位,密封失效。

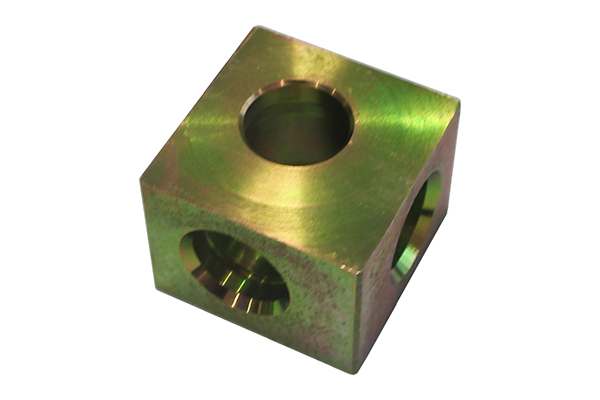
目前大多数卡套接头都是不锈网材料制成的,而且它的使用范围也最为广泛。卡套接头材料选择决定功能应用,因此在一些特殊的介质条件下,它的使用也有一些特殊的需要,比如加装涂层的设计,防腐的设计,实用性设计,专业的应用水准设计,在很多的特殊用途中发挥着十分重要的作用,具有很普遍的促进卡套接头功能发挥的重要意义。不同的材料在设计之初的功能定位上,就有准确的使用,效果更明显,优势更强更专业。卡套接头产品的应用效果是十分明确的,而且在大型的管道条件下使用更多,一体机的阀门壳体配合起来,安装也很方便。其中硬质合金类的卡套接头产品,高强的耐压能力,还有就是化学稳定性强,是很多消费者都非常喜欢的产品类型。而且在实际的生产实践中,表现出很强的专业实力,还有一些塑料类的材料也在特殊领域里有应用。
对需要使用酸性溶液清洗的卡套接头电动球阀管子应该先使用酸性溶液进行清洗。根据实际卡套接头使用的时候所要求的长度,使用锯床或者专业的切管机械等器具切割管子,不准许使用溶段或者砂轮切断,清除管端内部与外部圆周上面的毛刺、金属碎屑以及污渍等,清除卡套形式管路接头的防锈助剂以及污渍,同时保证不锈钢卡套管路的圆度。把螺母、卡套一先一后的套到管子里面,卡套前一端的刃口距离管路口最少应该是3mm,然后把管路插道接头内部的锥孔,一直到插不进为止。缓慢的紧固卡套螺母,同时旋转转子一直到管子不动为止,在紧固螺母2/3到4/3圈左右。拆卸查看卡套有没有已经插到管子里面,位置有没有准确。卡套不准许有轴线方向转移,可以稍微有点转动。查看符合要求之后重新转动拧紧螺母。
 ENGLISH
ENGLISH